



- Messages
- 13,377
- Location
- England
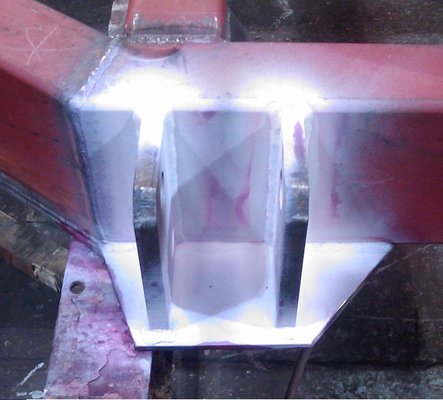
Doing some dye penetrant testing last week, took a couple of photos, they havn't come out as well as i had hoped really. But a few of you might be interested.
Dye pen is a NDT (Non Destructive Testing) method. Its pretty simple, and a good way to test welds before more expensive things like x-ray testing.
It will show up bad coldlap, cracks, holes... basically anywhere where a very fine dye can penetrate, hence the name. Can be used for various things, not just weld testing.
The simple kits come in 3 parts, in aerosol cans normally.
A cleaner, a penetrant, and a developer.
There are a few steps to carry out.
1) Cleaning the area, any loose materials needs to be removed, and any silica on top of the weld. A good scape and wire brush sorts this out in most cases. Then apply some of the cleaner to remove any oil etc. Make sure its nice and dry again. Its important to remove the silica, or you can get false results.
2) Once clean, apply the penetrant, a bright red liquid dye. Spray plenty on the welds.Leave it to penetrate, time scale is usually printed on the can or on the product data sheet. Normally about 20 mins.
3) Cleaning again. You need to remove excess dye from the area, easier said than done. It is important not to spray the cleaner on the area directly, or you risk washing the dye from the flaw. Tissue for removing the excess, then a clean cloth with some of the cleaner sprayed onto that for final cleaning is ideal.
4) Once its all clean again, you then need to spray on the developer, a white which dries to a slightly powdery substance within a few mins, this draws any remaining dye from any flaws, showing up as a very red mark in the brilliant white developer.
Dye pen is a NDT (Non Destructive Testing) method. Its pretty simple, and a good way to test welds before more expensive things like x-ray testing.
It will show up bad coldlap, cracks, holes... basically anywhere where a very fine dye can penetrate, hence the name. Can be used for various things, not just weld testing.
The simple kits come in 3 parts, in aerosol cans normally.
A cleaner, a penetrant, and a developer.
There are a few steps to carry out.
1) Cleaning the area, any loose materials needs to be removed, and any silica on top of the weld. A good scape and wire brush sorts this out in most cases. Then apply some of the cleaner to remove any oil etc. Make sure its nice and dry again. Its important to remove the silica, or you can get false results.
2) Once clean, apply the penetrant, a bright red liquid dye. Spray plenty on the welds.Leave it to penetrate, time scale is usually printed on the can or on the product data sheet. Normally about 20 mins.
3) Cleaning again. You need to remove excess dye from the area, easier said than done. It is important not to spray the cleaner on the area directly, or you risk washing the dye from the flaw. Tissue for removing the excess, then a clean cloth with some of the cleaner sprayed onto that for final cleaning is ideal.
4) Once its all clean again, you then need to spray on the developer, a white which dries to a slightly powdery substance within a few mins, this draws any remaining dye from any flaws, showing up as a very red mark in the brilliant white developer.




")


