



You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Restarts in stick.
- Thread starter Mad Mick
- Start date
premmington
Member
- Messages
- 5,266
- Location
- Norfolk
Restarts, particularly in stick welding are quite a challenge for a beginner, whether it be down hand , vertical, overhead or pipe etc. I would be interested to see how some of you rose to the challenge re rod manipulation and positioning etc.
7018's I struggle with....

Erie Fred
Member
- Messages
- 3,654
- Location
- Erie, Pa USofA
Just snap the flux end off with thumb & finger.7018's I struggle with....
chrismac
Member
- Messages
- 403
- Location
- Highlands
You need to stike the arc 2" or more before where you actually want the weld to start and drag the arcing rod to the weld start point.Restarts, particularly in stick welding are quite a challenge for a beginner, whether it be down hand , vertical, overhead or pipe etc. I would be interested to see how some of you rose to the challenge re rod manipulation and positioning etc.
Erie Fred
Member
- Messages
- 3,654
- Location
- Erie, Pa USofA
...and splatter and divot all over that 2" area ?You need to stike the arc 2" or more before where you actually want the weld to start and drag the arcing rod to the weld start point.
chrismac
Member
- Messages
- 403
- Location
- Highlands
My wording was maybe poor, its how to eliminate porosity on start up though, or at least how I was taught....and splatter and divot all over that 2" area ?
Erie Fred
Member
- Messages
- 3,654
- Location
- Erie, Pa USofA
Doesn't sound very workmanship like .My wording was maybe poor, its how to eliminate porosity on start up though, or at least how I was taught.
Probably fail on a pipe test as well.
chrismac
Member
- Messages
- 403
- Location
- Highlands
I think you miss understand,Doesn't sound very workmanship like .
Probably fail on a pipe test as well.
Erie Fred
Member
- Messages
- 3,654
- Location
- Erie, Pa USofA
Please explain more.I think you miss understand,
chrismac
Member
- Messages
- 403
- Location
- Highlands
This is what I poorly tried to describe,
How to Strike and Establish an Arc
A welding arc is maintained when the welding current is forced across a gap between the electrode tip and the base metal. A welder must be able to strike and establish the correct arc easily and quickly.There are two general methods of striking the arc:
- Scratching
- Tapping
Erie Fred
Member
- Messages
- 3,654
- Location
- Erie, Pa USofA
Yes, that is the published way, seen it many times.This is what I poorly tried to describe,
How to Strike and Establish an Arc
A welding arc is maintained when the welding current is forced across a gap between the electrode tip and the base metal. A welder must be able to strike and establish the correct arc easily and quickly.
There are two general methods of striking the arc:
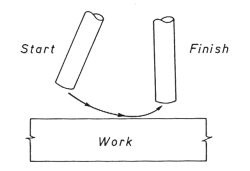
The scratching method is easier for beginners and when using an AC machine. The electrode is moved across the plate inclined at an angle, as you would strike a match. As the electrode scratches the plate an arc is struck. When the arc has formed, withdraw the electrode momentarily to form an excessively long arc, then return to normal arc length (see figure 1).
- Scratching
- Tapping
However you indicated 2" away, that's a long distance to be striking from the intended weld.
I don't see how it could be any different ?
Recall this ?
"You need to stike the arc 2" or more before where you actually want the weld to start and drag the arcing rod to the weld start point."
Morrisman
Member
- Messages
- 7,261
- Location
- Staffordshire, England
I have vague memories of pressure vessel welding, the guys would run the bead out to the side, as the rod ran out, then the next rod they’d arc up out the other side then run back into the weld again. I never did it, but I‘m sure I watched some guys doing it.My wording was maybe poor, its how to eliminate porosity on start up though, or at least how I was taught.
It sure seemed a lot of work, compared to Mig……
E T
Member
- Messages
- 415
- Location
- Netherlands
That is to avoid start porosity in the weld, but you initiate the arc further along the joint and than long arc(a very tiny bit or you'll get lots of spatter and undercut) and pull back to your actual starting point so you can weld over and burn out the mess you've just made starting the rod. 2" is a bit excessive, 1" is more than enough.You need to stike the arc 2" or more before where you actually want the weld to start and drag the arcing rod to the weld start point.
Erie Fred
Member
- Messages
- 3,654
- Location
- Erie, Pa USofA
The important part is to weld over the start, leaving holes and such is not a good habit for a newbi to learn.That is to avoid start porosity in the weld, but you initiate the arc further along the joint and than long arc(a very tiny bit or you'll get lots of spatter and undercut) and pull back to your actual starting point so you can weld over and burn out the mess you've just made starting the rod. 2" is a bit excessive, 1" is more than enough.
Learn to do it right the first time.
E T
Member
- Messages
- 415
- Location
- Netherlands
Feathering the tacks and stops is only applicable with open root. You grind and feather the tacks and stops to get full penetration on the restarts or when you weld over the tacks.I am not seeing any detail of feathering ( grinding ) back the stop, before continuing the weld.
The question was about restarts in general, not about open root welding.
Rrunnach
Member
- Messages
- 1,126
- Location
- Scotland
Certainly not, feathering back not only offers the welder a nice clean surface to aid restart, feathering also makes for a neater restart and overall better visual view of the completed weld, once the welder is really skilled, you cant see the restarts from the face side.Feathering the tacks and stops is only applicable with open root.
