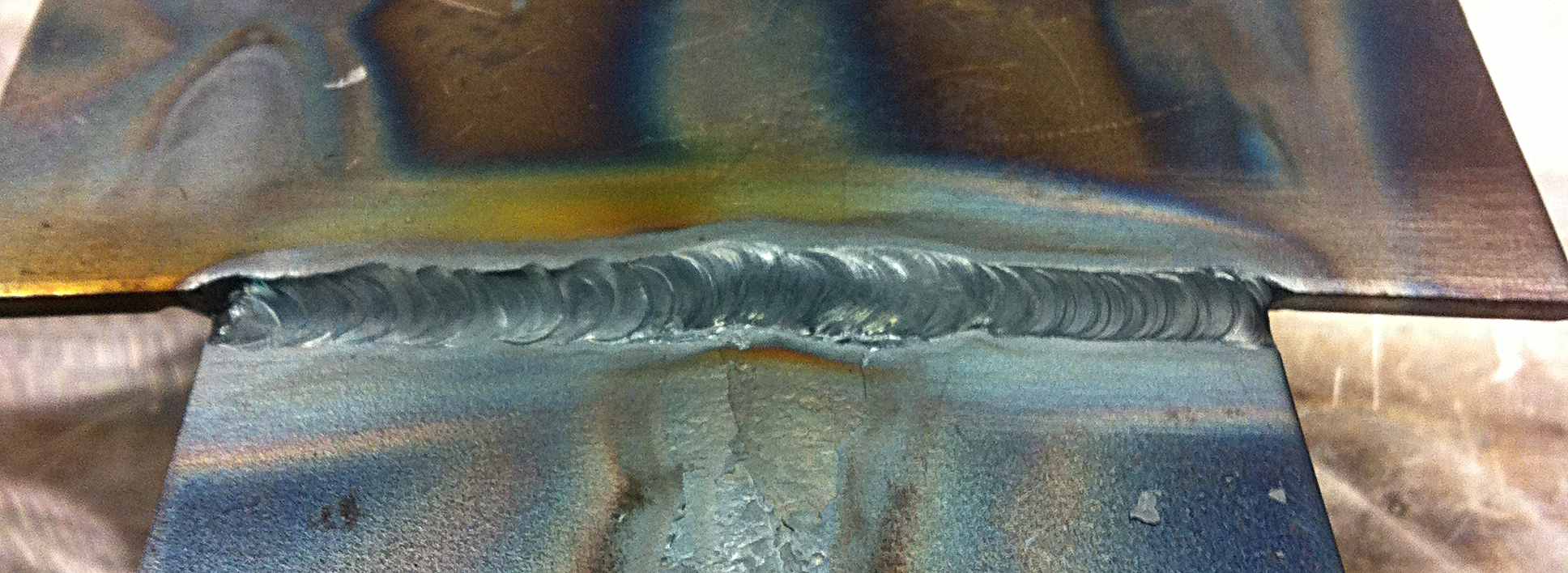
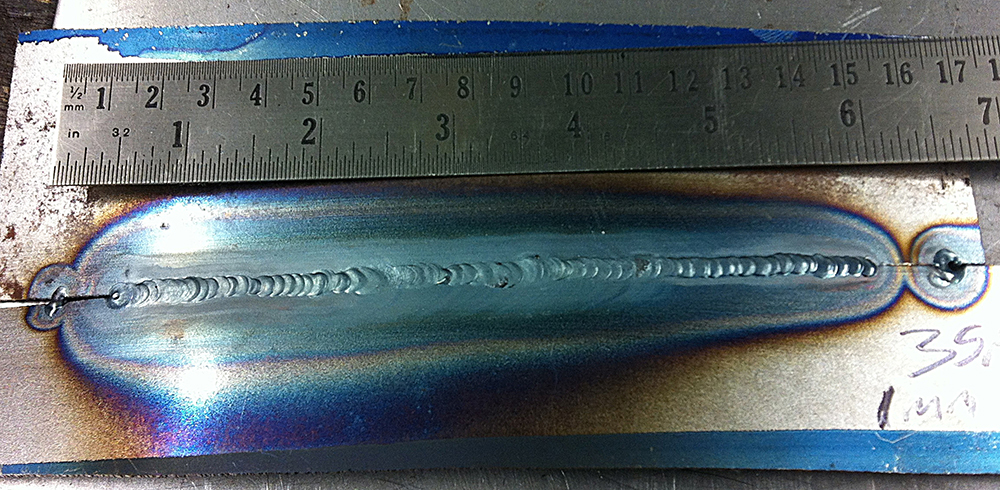
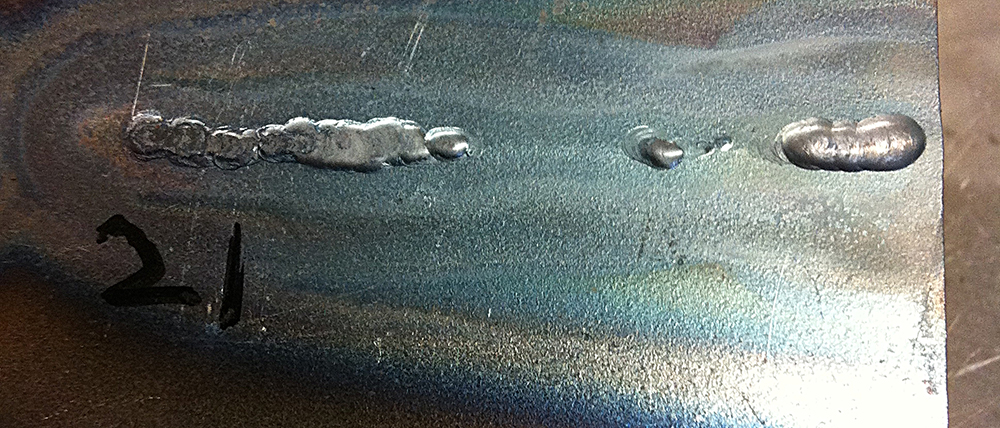
With the exception of the last bead yeah, you're making progress. Start - A is looking very good for a first attempt at a butt with root gap, looks slightly underfilled which is usual initially* but it's not massively undercut or anything like that. What does the back of it look like? After that the weld is cold/sitting on the plate unless that's cause you went over it (not good practice unless doing proper multipass welds)?
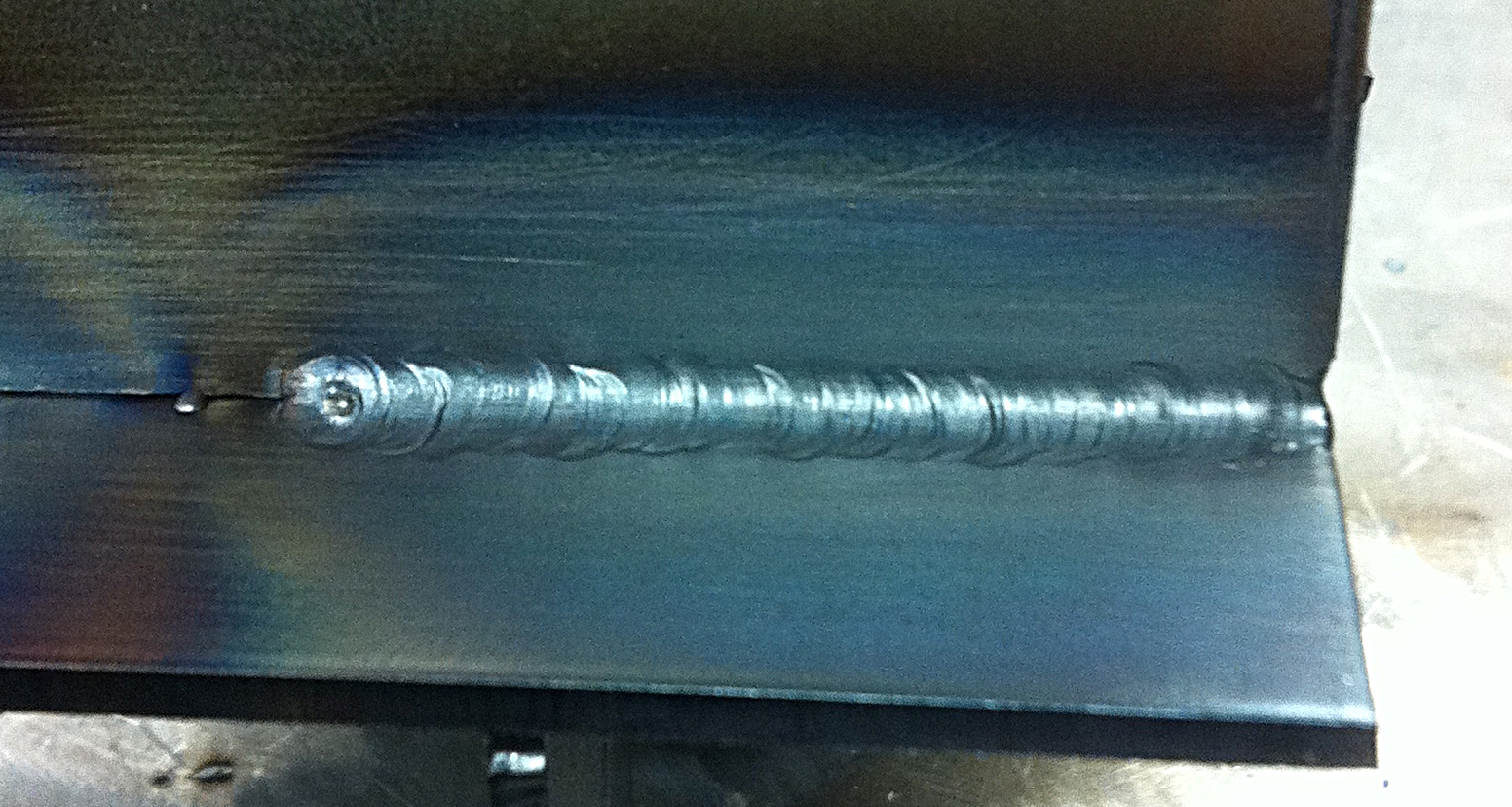
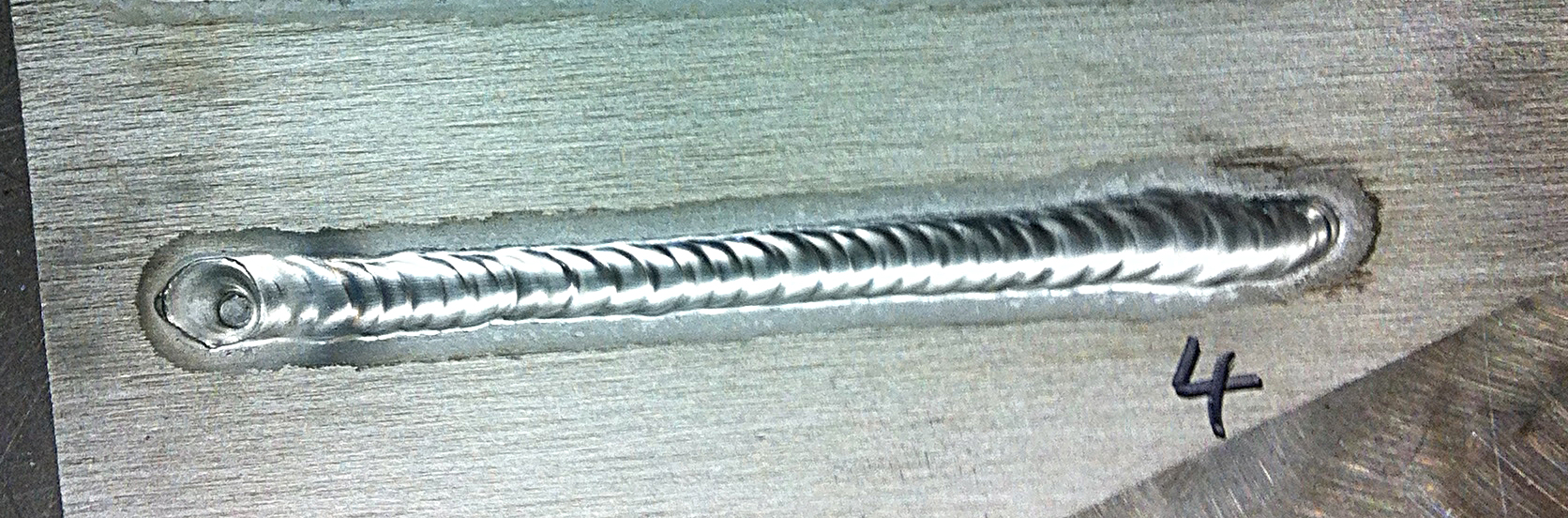
Very rough n ready butt on 6mm here that may be useful... http://www.mig-welding.co.uk/forum/threads/looking-for-tips.37209/#post-411414 3mm can be done in one or two passes depending on preference etc. Initially at least i'd think two passes may be easier as you don't need to feed as much wire, personally i'd set the gap slightly wider than the diameter of the filler wire
There isn't a correct seating position as such (in real life often end up grovelling around on the floor doing an impression of a pretzel just to reach the damn weld), whatever is comfortable and gives you the best view of the weldpool as it progresses. A 'dry run' can be useful here. One thing you may have noticed from vids is that most people wrap the torch leads around their forearm so that their wrist isn't taking the weight. If stood/sat at a bench i often drape the leads around my neck instead. Beyond that it's all personal preference... pencil grips, hammer grip etc there is no right or wrong
Many of us use watercooled torches which (for a given amperage rating) are a chunk smaller than air cooled. Small air cooled torches obviously exist but can't take so many amps hence air cooled machines being supplied with one large enough to handle the machines max output
* it can take a while to get to grips with how much wire to add each dip i.e. on thinner mild steel/stainless it's literally a dab but when talking root gaps and materials like ally you need to feed the weldpool more. Obviously using different diameters of wire effects things but we're getting ahead of ourselves there
Very rough n ready butt on 6mm here that may be useful... http://www.mig-welding.co.uk/forum/threads/looking-for-tips.37209/#post-411414 3mm can be done in one or two passes depending on preference etc. Initially at least i'd think two passes may be easier as you don't need to feed as much wire, personally i'd set the gap slightly wider than the diameter of the filler wire
There isn't a correct seating position as such (in real life often end up grovelling around on the floor doing an impression of a pretzel just to reach the damn weld), whatever is comfortable and gives you the best view of the weldpool as it progresses. A 'dry run' can be useful here. One thing you may have noticed from vids is that most people wrap the torch leads around their forearm so that their wrist isn't taking the weight. If stood/sat at a bench i often drape the leads around my neck instead. Beyond that it's all personal preference... pencil grips, hammer grip etc there is no right or wrong
Many of us use watercooled torches which (for a given amperage rating) are a chunk smaller than air cooled. Small air cooled torches obviously exist but can't take so many amps hence air cooled machines being supplied with one large enough to handle the machines max output
* it can take a while to get to grips with how much wire to add each dip i.e. on thinner mild steel/stainless it's literally a dab but when talking root gaps and materials like ally you need to feed the weldpool more. Obviously using different diameters of wire effects things but we're getting ahead of ourselves there








")