



scotto75
Member
- Messages
- 166
- Location
- Bristol
Hi,
I'm currently trying to improve my TIG techniques by practicing on 2mm mild steel. I am pretty happy setting up the correct amps on my MIG for various thickness of mild steel, but do not have that confidence with my TIG machine yet.
I have been trying various settings and consumables out and have found a reasonabley solid and consistent setup, but I'm still not sure I'm getting the amps dialled in right for the different joints. My main technique is to get a similiar thickness piece, start with the 30A per 1mm rule, so for 2mm I'll start with 60A. I hold the torch and get an arc and hope a nice puddles forms in 2-3secs max. If it's slower or quicker I adjust the amps accordingly, and then try again. Once happy I run a test bead.
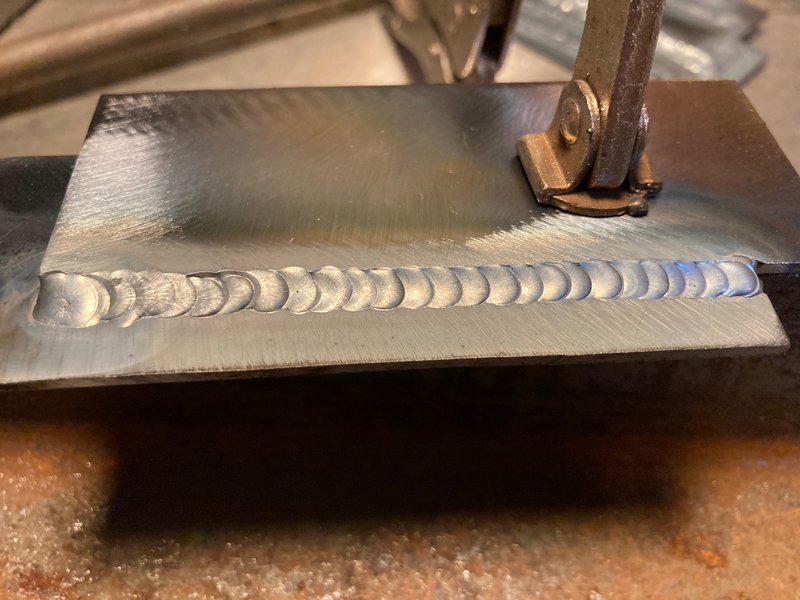
Here's a pic of a quick lap joint I did today in order to post up, on the back of an old practice piece. I have a R-Tech 160 PDC which I think is a good little machine for what I do. I was using a #7 cup with a 1.6mm tungsten, ground to a long point about x2 the tungsten thickness. Gas flow was just up to 7lpm. I tried to keep a tight arc and was using 1mm filler. It's two passes, hence the slight deifference.

I think the amps are too high causing undercut. The bead is also concave. Maybe going too fast and not enough filler. Does this sound correct.
I have some time tomorrow to practice some more, so any advise as to what to do to improve would be really appreciated, thanks!
I'm currently trying to improve my TIG techniques by practicing on 2mm mild steel. I am pretty happy setting up the correct amps on my MIG for various thickness of mild steel, but do not have that confidence with my TIG machine yet.
I have been trying various settings and consumables out and have found a reasonabley solid and consistent setup, but I'm still not sure I'm getting the amps dialled in right for the different joints. My main technique is to get a similiar thickness piece, start with the 30A per 1mm rule, so for 2mm I'll start with 60A. I hold the torch and get an arc and hope a nice puddles forms in 2-3secs max. If it's slower or quicker I adjust the amps accordingly, and then try again. Once happy I run a test bead.
Here's a pic of a quick lap joint I did today in order to post up, on the back of an old practice piece. I have a R-Tech 160 PDC which I think is a good little machine for what I do. I was using a #7 cup with a 1.6mm tungsten, ground to a long point about x2 the tungsten thickness. Gas flow was just up to 7lpm. I tried to keep a tight arc and was using 1mm filler. It's two passes, hence the slight deifference.
I think the amps are too high causing undercut. The bead is also concave. Maybe going too fast and not enough filler. Does this sound correct.
I have some time tomorrow to practice some more, so any advise as to what to do to improve would be really appreciated, thanks!
")







