It is a 2gs to be exact.Not from any Progress 2 I've seen
Edit: I've never seen a 2 but have seen a 2g, clearly they're very different.




You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
How do i fix this pulley?
- Thread starter fizzy
- Start date
brightspark
Member
- Messages
- 40,528
- Location
- yarm stockton on tees
make a collar for it a good press fit. clean the crack up and run some durafix or technoweld in once the collar is fitted .about an hours work and an easy solid job it welds pot metal as well as crappy ally
Screwdriver
Member
- Messages
- 10,552
I could actually glue the damn thing to the shaft. It would fix the wobble - stop giving me bad ideas
Modern chemical metals like JB Weld are amazingly strong and sticky! Sets rock hard too. If you were to start machining it or boring it out, you risk the whole thing falling to pieces. It hasn't started to break up because it's too strong.

Seadog
Save the planet. It's the only one with rum!
- Messages
- 12,375
- Location
- NE London - UK


daedalusminos
Member
- Messages
- 2,258
- Location
- Norwich
That's what I just realised, the motor pulley is much smaller bore, something may be available and adaptable.
How much does a new one cost or even a pair of new ones?



Kram
Member
- Messages
- 7,389
- Location
- Sussex
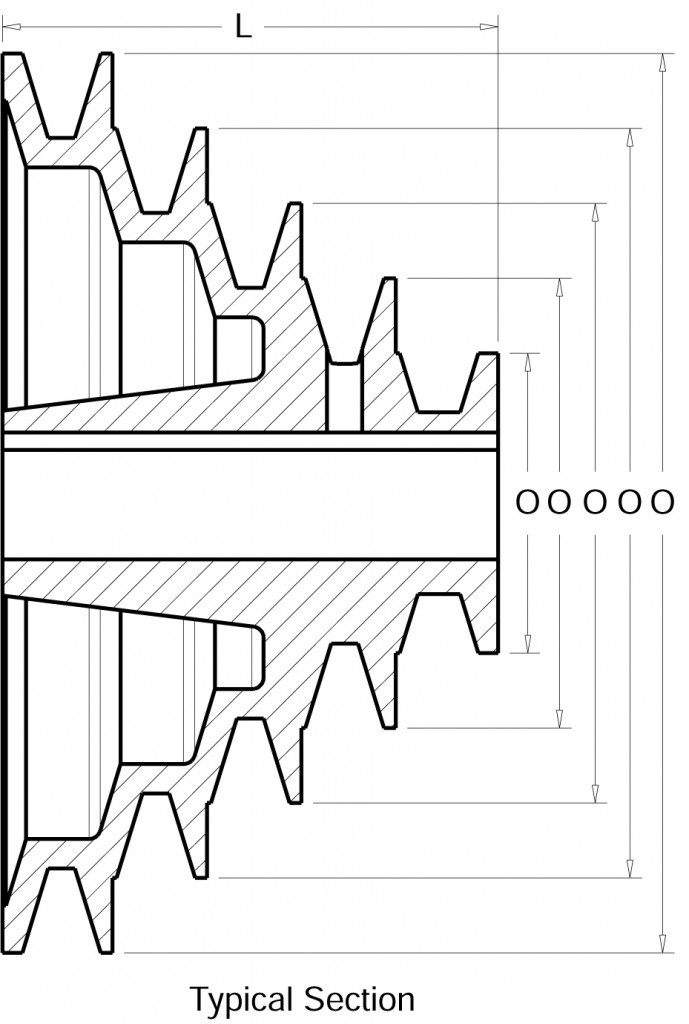
What is the length of the whole thing and ID of each step?
No way I would try to repair that, it looks rubbish zinc more than aluminium.
Its about 15 quid worth material to cut a new one from solid alu, and quite enjoyable.
I would cheat. Central shaft and the first pully as one peice. In my case the bore was 28mm, first pulley 63mm and hub OD 75mm. The remaining peices to shrink fit from suitable diameter bar. In bigger sizes cast iron taper lock pulleys are cheap and I bored out a 180mm one, shunk fit it onto my 3 step hub for the lathe spindle.
Having each pulley seperate for turning helps as you can use a VCGT1604 tool straight in and it will have the edge length for it, and you wont have clearance issues with the tool post hitting the bigger steps. Id already turned the small pulley in pic before shrink fitting but it shows the problem.

Then the big pulley

No way I would try to repair that, it looks rubbish zinc more than aluminium.
Its about 15 quid worth material to cut a new one from solid alu, and quite enjoyable.
I would cheat. Central shaft and the first pully as one peice. In my case the bore was 28mm, first pulley 63mm and hub OD 75mm. The remaining peices to shrink fit from suitable diameter bar. In bigger sizes cast iron taper lock pulleys are cheap and I bored out a 180mm one, shunk fit it onto my 3 step hub for the lathe spindle.
Having each pulley seperate for turning helps as you can use a VCGT1604 tool straight in and it will have the edge length for it, and you wont have clearance issues with the tool post hitting the bigger steps. Id already turned the small pulley in pic before shrink fitting but it shows the problem.
Then the big pulley
Last edited:
Anguz
Forum Supporter
- Messages
- 1,841
- Location
- Northamptonshire
As above.. make you own
Stuff you have made today
Made a start on the wheat harvest yesterday in pretty decent conditions, then it rained.
www.mig-welding.co.uk
That is a lovely job!What is the length of the whole thing and ID of each step?
No way I would try to repair that, it looks rubbish zinc more than aluminium.
Its about 15 quid worth material to cut a new one from solid alu, and quite enjoyable.
I would cheat. Central shaft and the first pully as one peice. In my case the bore was 28mm, first pulley 63mm and hub OD 75mm. The remaining peices to shrink fit from suitable diameter bar. In bigger sizes cast iron taper lock pulleys are cheap and I bored out a 180mm one, shunk fit it onto my 3 step hub for the lathe spindle.
Having each pulley seperate for turning helps as you can use a VCGT1604 tool straight in and it will have the edge length for it, and you wont have clearance issues with the tool post hitting the bigger steps. Id already turned the small pulley in pic before shrink fitting but it shows the problem.
View attachment 323847
Then the big pulley
View attachment 323848
ronan
Member
- Messages
- 11,399
It's off a progress 2g drill. Hard to find and turning up from the solid not very easy.
The pulley on my progress 2g was in a mess too, a friend, who gave me the drill made a new one out of steel. I'll take a piccy tomorrow and upload it.
And yours! Very nice.As above.. make you own
Stuff you have made today
Made a start on the wheat harvest yesterday in pretty decent conditions, then it rained.www.mig-welding.co.uk
So what is the secret? Parting tool down to the id and then topslide at an angle for the tapered sides?
Be very easy on a CNC

Yes please!The pulley on my progress 2g was in a mess too, a friend, who gave me the drill made a new one out of steel. I'll take a piccy tomorrow and upload it.
ronan
Member
- Messages
- 11,399
Yes please!
Will do. But so long as the pulley on the motor is the same as the one on the spindle, you can use some approx and save yourself trouble.
ronan
Member
- Messages
- 11,399
It is the motor pulley that needs replacing.
Oh ok, sorry i thought it was the one on the machine spindle, i'll take a picture of the made up pulley on mine anyway. I do remember the motor shaft keyway was knackered on mine, but it had a 3ph Hoover motor that couldn't be run off a cheap inverter so i swapped it out for a complete new motor. The seemed to be hard on their motors.
Anguz
Forum Supporter
- Messages
- 1,841
- Location
- Northamptonshire
Thats how i did it... work out the off set between, then parted down...no cnc here, took a couple of evenings and a lot of swarfAnd yours! Very nice.
So what is the secret? Parting tool down to the id and then topslide at an angle for the tapered sides?
Be very easy on a CNC
I made a 3 step for my first lathe ML2, aluminium rough out to step OD, parting tool to pulley int dia, then made a one sided chamfer tool to do one side, turned the tool over for the other side. This was before being able to angle the topslide which I would do now!
Kram
Member
- Messages
- 7,389
- Location
- Sussex
Thanks! I enjoyed it. Recommend you make one as it was a nice job to do. Not often I get to do big deep cuts in large lumps of aluminium.That is a lovely job!
Wheres the fun in that. VCGT1604 tool straight in and side to side to rough out then topslide to finish. The tool is 35 degrees and belts need roughly 36 depending on pitch diameter, thats what I remeber using.So what is the secret? Parting tool down to the id and then topslide at an angle for the tapered sides?
Be very easy on a CNC
Having just read all this, that's pretty much my thoughts - although I might use ali for a straight bore sleeve, warm it up with a air gun and slide in on. Less weight spinning around on a motor shaft.Squeeze it back to shape, machine down the outside through those ribs, machine up a steel sleeve to go over the outside, tight fit and slightly tapered inside, press the sleeve over the outside with some araldite/locktite/whatever, worth a try maybe, easyish, what is the worst that could happen............ I think that is monkey metal so hard to weld with technoweld etc.
