



- Forums
- Tools, Compressors and Metal Coatings
- Tools, Materials and Techniques
- Machining
- Machining Techniques and Materials
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
What are you machining?
- Thread starter Kram
- Start date
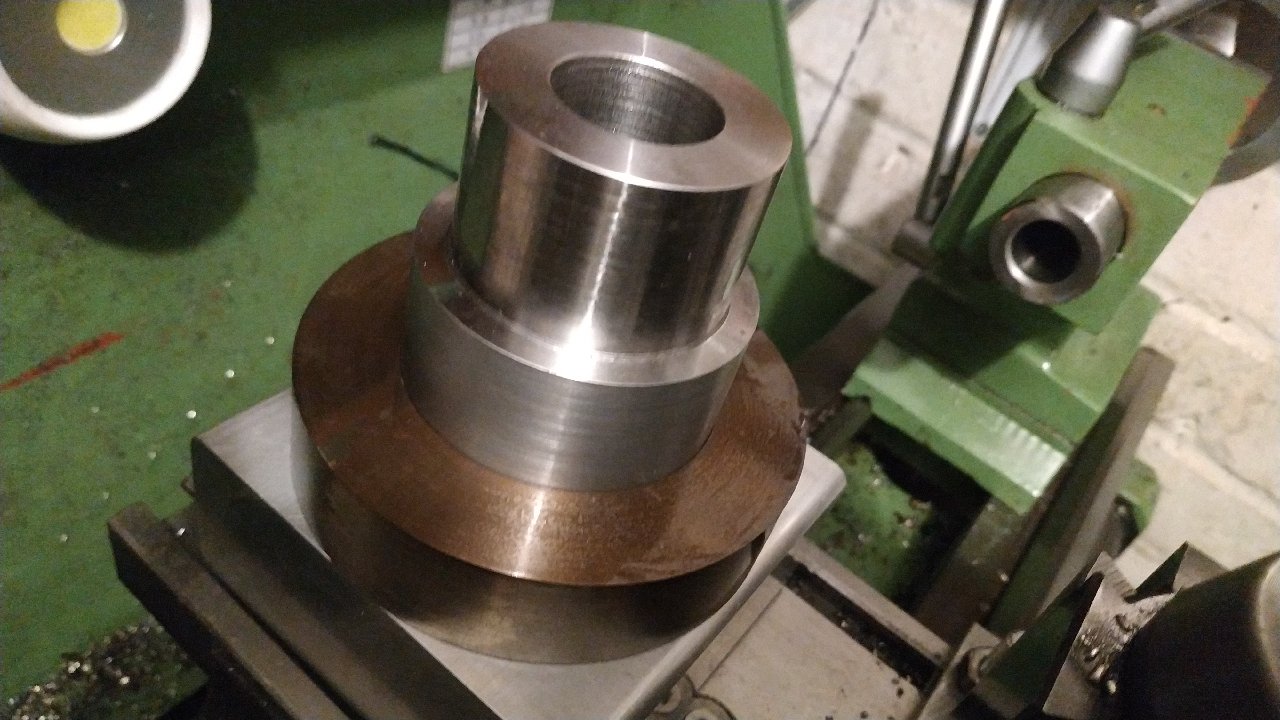
Superglued 3mm sheet alu to my previous error and turning to correct size 74.3mm, which will mean rear bearing will be floating from its seat by 0.3mm.
What is this alu sheet, Ive got a fresh sharp tip and it turns like sticky dogshit, pushing out instead of cutting!E]
That tool and tip is my preference for hacking out 6082T6 quickish in semi production. Responds well to coolant not splash and plunging in 1/3 to 1/2 the tip width by feel. Will notice it gets the way you say when the job gets hot.
Got no piccies
pressbrake1
Member
- Messages
- 5,559
- Location
- Essex
En19 stringer nearly cost me a finger . Two years on still have trouble with itEN19t scares me. Long stringy chips that have a lot of strength in them. Also curls that get fired down my jumper!

Finish damn good tho.
Kram
Member
- Messages
- 8,747
- Location
- Sussex
@RaceDiagnostics I recommend trying some En19t
There is some chatter - turn sound down a bit One of the stringers tried to shoot up my nose!
One of the stringers tried to shoot up my nose!
There is some chatter - turn sound down a bit
One of the stringers tried to shoot up my nose!ronan
Member
- Messages
- 11,282
EN19t scares me. Long stringy chips that have a lot of strength in them. Also curls that get fired down my jumper!
Finish damn good tho.
Have you tried upping the rpm, it might help.
doubleboost
Member
- Messages
- 3,976
- Location
- Newcastle upon Tyne England
They are nearly breaking@RaceDiagnostics I recommend trying some En19t
There is some chatter - turn sound down a bit
Try a higher spindle speed
I just mess about with feeds and speeds
Until i hit the sweet spot
Hopefuldave
Intergalactic pot-mender
- Messages
- 2,492
- Location
- The Shed of Danger, surrey, England
Yep, it's hard to go too fast for carbide! Proper depth of cut as (usually) carbide inserts have a bit of a radius on the cutting edge and won't cut until you pass it - reduce the feed rate so you don't run out of motor power/torque.
If you want to try coolant, it needs to be a constant flood or (if you're working it hard enough) the thermal shock of intermittent coolant can shatter the insert, cutting oil's ok as it doesn't have the same rapid cooling effect.
Unless you have unusually sharp-edged inserts, you can't take fine shaving cuts with carbide (that edge radius again), so *no sneaking up on dimensions*! Doesn't work!
Take the last two cuts (semi- and finishing) about the same depth, example: 20 thou" off final size, semi-finishing take a 10 thou" cut, measure to see what it took - say it's now 11 thou" oversize so it took a thou" less than dialled on - take the finishing cut accordingly, dial on 12 and it'll come to size - the loads on the two last cuts are pretty much identical so the tool will behave the same.
This assumes you've got the gibs adjusted right, toolpost's locked down properly etc. etc...
Dave H. (the other one)
If you want to try coolant, it needs to be a constant flood or (if you're working it hard enough) the thermal shock of intermittent coolant can shatter the insert, cutting oil's ok as it doesn't have the same rapid cooling effect.
Unless you have unusually sharp-edged inserts, you can't take fine shaving cuts with carbide (that edge radius again), so *no sneaking up on dimensions*! Doesn't work!
Take the last two cuts (semi- and finishing) about the same depth, example: 20 thou" off final size, semi-finishing take a 10 thou" cut, measure to see what it took - say it's now 11 thou" oversize so it took a thou" less than dialled on - take the finishing cut accordingly, dial on 12 and it'll come to size - the loads on the two last cuts are pretty much identical so the tool will behave the same.
This assumes you've got the gibs adjusted right, toolpost's locked down properly etc. etc...
Dave H. (the other one)
ronan
Member
- Messages
- 11,282
Yep, it's hard to go too fast for carbide! Proper depth of cut as (usually) carbide inserts have a bit of a radius on the cutting edge and won't cut until you pass it - reduce the feed rate so you don't run out of motor power/torque.
If you want to try coolant, it needs to be a constant flood or (if you're working it hard enough) the thermal shock of intermittent coolant can shatter the insert, cutting oil's ok as it doesn't have the same rapid cooling effect.
Unless you have unusually sharp-edged inserts, you can't take fine shaving cuts with carbide (that edge radius again), so *no sneaking up on dimensions*! Doesn't work!
Take the last two cuts (semi- and finishing) about the same depth, example: 20 thou" off final size, semi-finishing take a 10 thou" cut, measure to see what it took - say it's now 11 thou" oversize so it took a thou" less than dialled on - take the finishing cut accordingly, dial on 12 and it'll come to size - the loads on the two last cuts are pretty much identical so the tool will behave the same.
This assumes you've got the gibs adjusted right, toolpost's locked down properly etc. etc...
Dave H. (the other one)
Nay, get within 80 thou and spend an hour with 80 grit emery

Hopefuldave
Intergalactic pot-mender
- Messages
- 2,492
- Location
- The Shed of Danger, surrey, England
Nay, get within 80 thou and spend an hour with 80 grit emery

May I offer sir the loan of a nail file?
Dave H. (the other one)
Kram
Member
- Messages
- 8,747
- Location
- Sussex
Sorta right on sneaking up. Does depend on the insert. I dont trust the calculated deep cut when a manual feeding, there can be a lot of spring that changes start and end of cut. When you need an exact size its worth swapping for the sharp ones.

100 x50mm mild steel. Will bore it out to 62mm 25mm long and shrink fit the en19t in.
I was going to reuse the rest, but the 57mm holesaw is painful to use, might give up and bore it out.
100 x50mm mild steel. Will bore it out to 62mm 25mm long and shrink fit the en19t in.
I was going to reuse the rest, but the 57mm holesaw is painful to use, might give up and bore it out.


Pete.
Forum Supporter
- Messages
- 15,097
- Location
- Kent, UK
En19 stringer nearly cost me a finger . Two years on still have trouble with it
I neatly sliced off the face of my fingertip a couple of years back, and more recently sliced my nose open when pulling my 'workshop' polo shirt back over my head with a tiny curl of EN19 stuck in the collar.


Kram
Member
- Messages
- 8,747
- Location
- Sussex
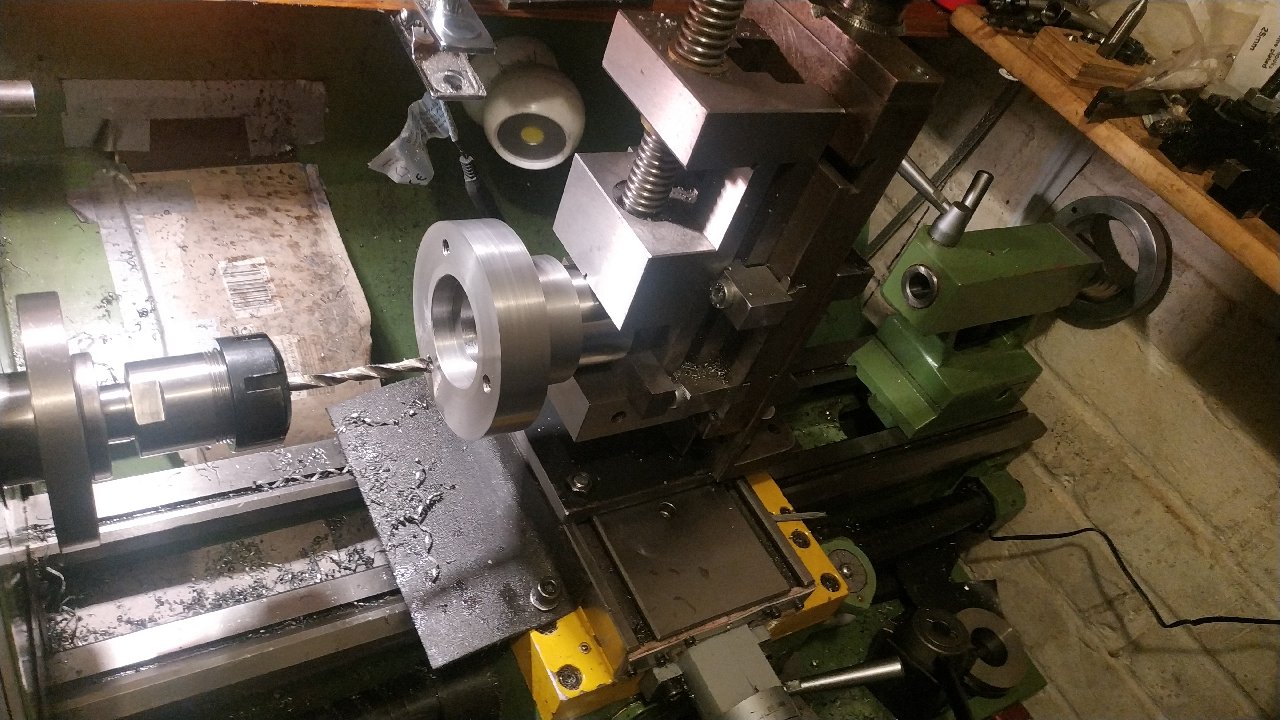
Dont have a drill press, this will do. Milling setup needs a bit more work as the new screw is not well aligned.
Bolted up, almost ready to cut taper and thread, but since Ive got the milling setup Im going to try the new 50mm facemill...

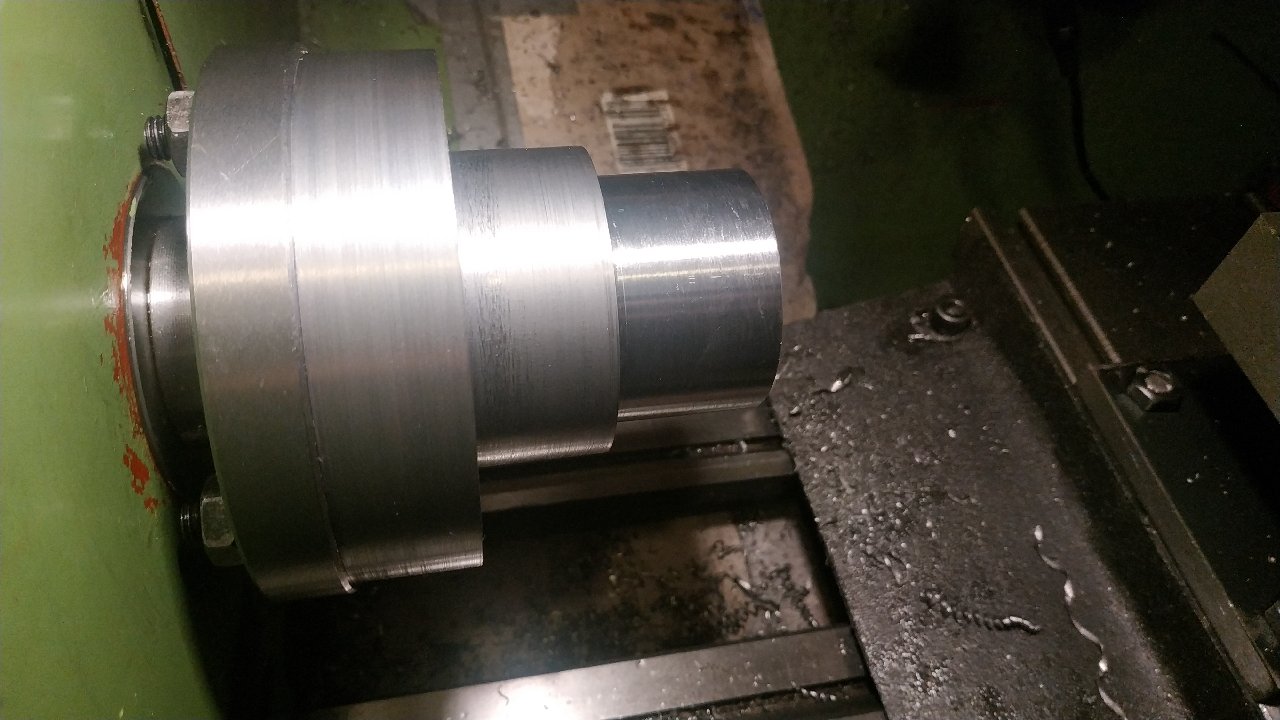
Im happy with that finish. Excuse the fingerprint.. H01 insert. The general purpose inserts not good on aluminium.
Last edited:
Hopefuldave
Intergalactic pot-mender
- Messages
- 2,492
- Location
- The Shed of Danger, surrey, England
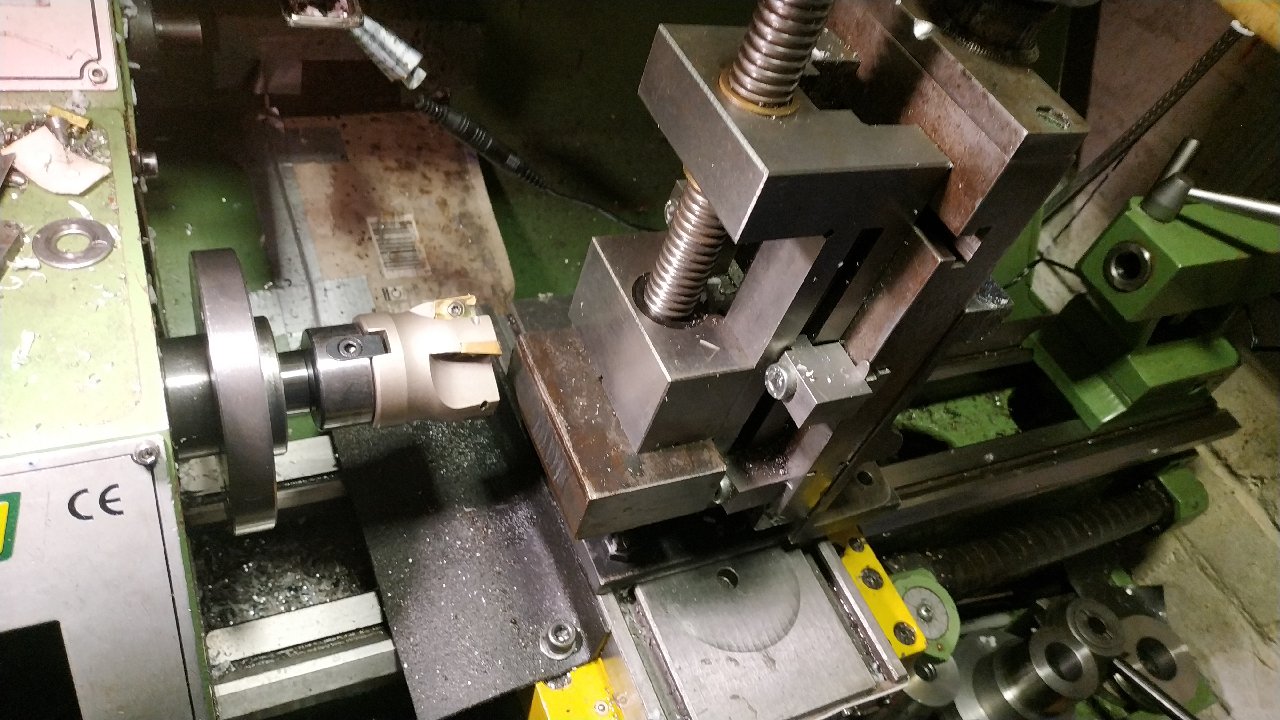
50mm facemill with mild steel on a lathe? Not very good. It is still in the hard skin but half hour for 0.5mm...
It'll improve when I add support on the vertical.
These 18mm Hydra cutters no problem. 0.5mm cut and Im sure can do more.
Until you add support on the vertical... Bring the tailstock up and lock it against the back of the milling slide for the cut, helps add a bit of rigidity and you'll get a more consistent milling cut with a better finish - I used to do that (had topslide on a big angle plate bolted to the cross-slide tee slots) before I got my milling machine, it made milling on the lathe a bit less unpleasant!
Dave H. (the other one)



