Bit difficult not to be,given some of your previous remarks...
...”but I guess the tolerances aren’t that tight”
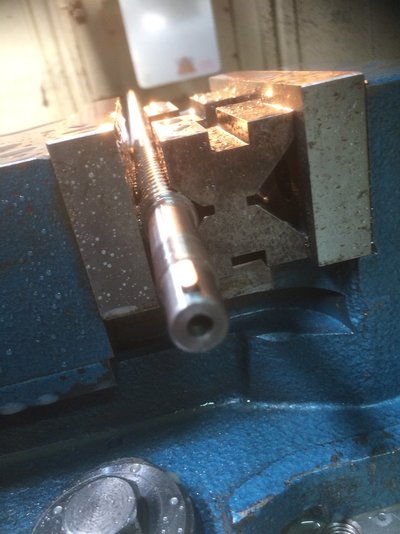
Insert is machined to 0,02mm tolerance to fit into the casing that I have already machined. It locates into a premachined socket for want of a better word and uses existing dowelpins to align it. It will be finished machined in situ with the other half bolted to it,having clocked the bearing journal one journal down from the repair,as already mentioned in one of my previous posts.
Not getting into the lineboring debate. It’s a bit more complicated than lineboring a digger bucket in that there are three shafts whose sizes and relationship spatially would need to be maintained. Hence the repair being approached in the manner outlined.
Fair enough I was a bit brash with my comment. But, putting your machining tollerances to one side for a minute, I, and am sure others would like to know how you can machine a part to fit an existing machined casting, to align with an existing bored set of housings. You can clock all you like, but surely, ultimately all these holes have to be aligned - I want to know - how?


")